WHAT IS PM?
Powder metallurgy-or PM-is a state -of-the-art metal-forming process used to produce net-shape components. Made by mixing elemental or alloy powders and compacting the mixture in a die, the resultant shapes are then sintered (heated) in a controlled-atmosphere furnace to bond the particles metallurgically. Basically a “chipless” metalworking process, PM typically uses more than 97% of the starting raw material in the finished part. Because of this PM conserves energy and materials.
The PM process is cost effective in producing simple or complex parts at, or very close to, their final dimensions in production rates that can range from a few hundred to several thousand parts per hour. As a result, only minor, if any, machining is required. PM parts also may be sized for closer dimensional control and/or repressed for both higher density and strength.
In addition, both ferrous and nonferrous PM parts can be oil impregnated to function as self-lubricating bearings. Ferrous PM parts can be resin impregnated to seal interconnected porosity and then plated with another metal, if so required; infiltrated with a lower-melting point metal for greater strength and impact resistance, and heat treated to a higher strength and hardness.
Most PM parts weight less than 5 lbs. (2.27 kg), although parts weighing as much as 35 lbs. (15.89 kg) can be fabricated in conventional PM equipment. Many of the early PM parts, such as bushings and bearings, were very simple shapes, as contrasted with the complex contours and multiple levels which are economically produced today.
PM SAVES STEPS
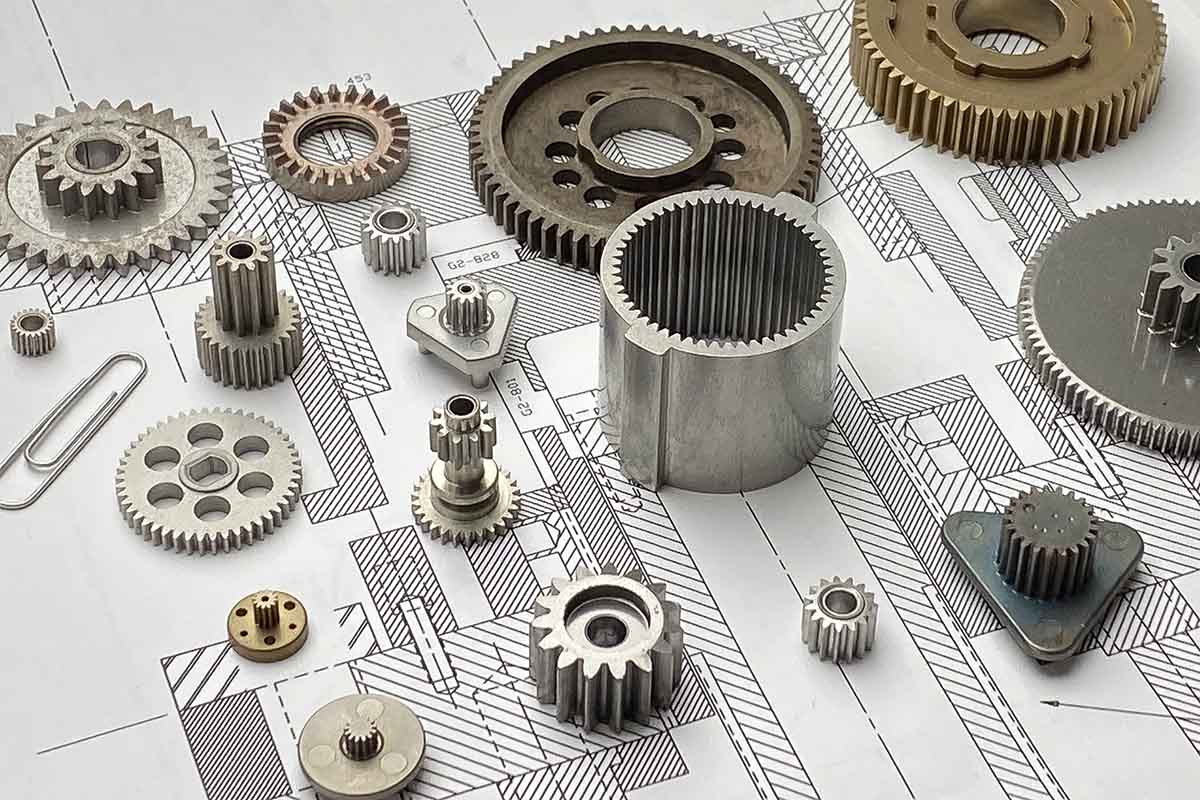
Since the PM process is not shape sensitive and normally does not require draft, parts like cams, gears, sprockets, and levers are very economically produced. Previously, designs had often required that parts such as a cam and a gear, or a spur gear and a pinion gear, be joined together by a secondary assembly method. These additional assembly steps quite frequently can be eliminated with multi-level designs that combine the separate shapes into a one-piece PM part. In other instances, two PM parts may be assembled after pressing, and then bonded into a one-piece part during sintering.
PM SAVES STEPS
Since the PM process is not shape sensitive and normally does not require draft, parts like cams, gears, sprockets, and levers are very economically produced. Previously, designs had often required that parts such as a cam and a gear, or a spur gear and a pinion gear, be joined together by a secondary assembly method. These additional assembly steps quite frequently can be eliminated with multi-level designs that combine the separate shapes into a one-piece PM part. In other instances, two PM parts may be assembled after pressing, and then bonded into a one-piece part during sintering.
PM IS VERSATILE
The basic versatility of PM is applied in numerous industries, including automotive, business machines, aerospace, defense ordnance, electrical and electronic equipment, fluid power, small and major appliances, agricultural and garden machinery, medical devices, off-highway equipment, security systems, sporting goods, and hand power tools. Thousands of different cost-saving, reliable PM designs now serve these industries in a wide range of engineering applications which fall into two main groups. In one group are parts which are very difficult to make by any other production method. For example, parts of difficult-to-fabricate materials such as tungsten and molybdenum, or tungsten carbide, cannot be made efficiently by any other process. Also, porous bearings, filters and many hard and soft magnetic parts are exclusively products of the PM process.
The other, and larger application group consists of components where PM is the process of choice when compared to machined parts, castings, and forgings. PM technology has also expanded into precision hot forging from sintered preforms, thus extending its capabilities to providing PM parts with increased strength, toughness, and fatigue life.